Type-C母座是一个高度精密的电子连接器,其制造过程融合了冲压、注塑成型、电镀、自动组装和严格测试等一系列工艺。
设计
主要进行3D结构设计、电气性能模拟和信号完整性分析。设计阶段就要考虑插拔寿命、机械强度、高频信号传输损耗、电流承载能力、耐腐蚀特性、成本、良率等等一系列问题。
原材料准备
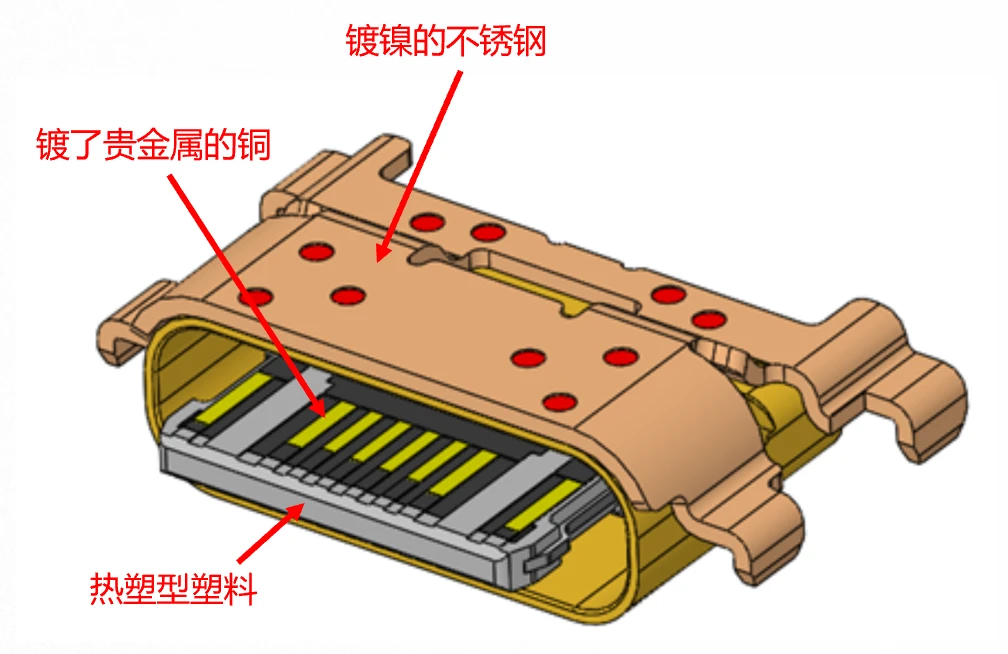
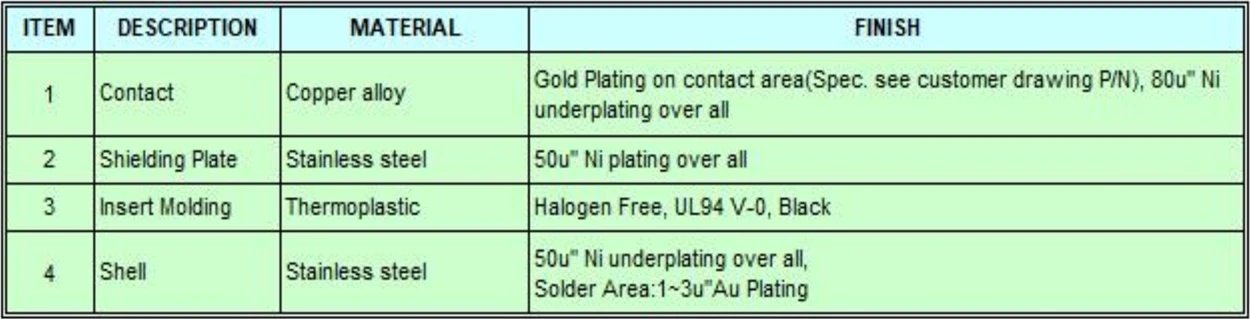
- 金属料,以卷料形式送入冲压机床。主要使用磷青铜(Phosphor Bronze)或铍铜(Beryllium Copper),因为它们具有良好的弹性、强度和导电性。外壳 (Shell)通常是不锈钢冲压成型,提供结构强度、屏蔽和卡扣功能。
- 塑料,用于制造外壳和舌片(Tongue)。通常使用高温工程塑料,如LCP(液晶聚合物)或PPS(聚苯硫醚),它们具有优异的热稳定性、强度和精密注塑性能,能保证在SMT回流焊高温下不变形。
- 电镀材料,金盐、镍盐等电镀化学材料。
冲压
Stamping,大卷金属带的一端送到冲压机的前端,另一端越过冲压机液压机操作台缠入卷偏心轮,由卷偏心轮拉出金属带并卷好冲压出制成品。
电镀
Plating,冲压好的金属端子必须进行电镀,以防止氧化、降低接触电阻、提高耐磨性和耐久性。
- 清洁,去除端子表面的油污和氧化物。
- 镀镍(Nickel Plating),先镀上一层镍。镍层作为阻挡层,防止铜和后续的金相互扩散,同时它本身也具有良好的耐腐蚀性和硬度。
- 镀贵金属,通常是镀金,在镍层上再镀上一层薄薄的硬金(Hard Gold)。金层提供了极低的接触电阻、优异的抗氧化性和耐腐蚀性,保证了每次插拔都能有良好的电接触。Type-C对镀金厚度有严格要求(通常为0.2μm以上),以满足插拔寿命(通常为1万次以上)的要求。
- 清洗与烘干,电镀完成后,清洗残留药液并烘干
注塑加工
Molding,将高温工程塑料(如LCP)颗粒加热熔化,注入精密模具中。塑料在模具内冷却固化,形成Type-C接口的核心部件——舌片。舌片上留有精确的凹槽,用于后续放置24个端子。 打开模具,取出成型的塑料舌片和外壳。通常舌片和外壳是分开注塑的。
组装
Assembly,将电镀好的端子和注塑成型的舌片、外壳等部件组装成一个完整的母座。
将电镀好的端子按照精确的位置固定在次级模具中。再次注入熔融的塑料。塑料会包裹住端子的中间部分,形成将端子和舌片一体成型的结构。这样做的好处是定位极其精确,结构强度极高,端子不会松动或错位。
将一体成型的舌片端子模块与金属外壳、尾盖等其它部件组装起来。金属外壳提供屏蔽(EMI/RFI)和机械保护。
检测与测试
Testing & QC,每个环节都有在线检测(如光学视觉检测AOI)。组装完成后,还需要进行最终测试:
- 外观检查(Visual Inspection): 使用放大镜或AOI设备检查是否有瑕疵,如污损、划痕、变形、镀层不均等。
- 尺寸测量(Dimensional Measurement): 使用投影仪或CMM三坐标测量机抽查关键尺寸是否符合公差要求。
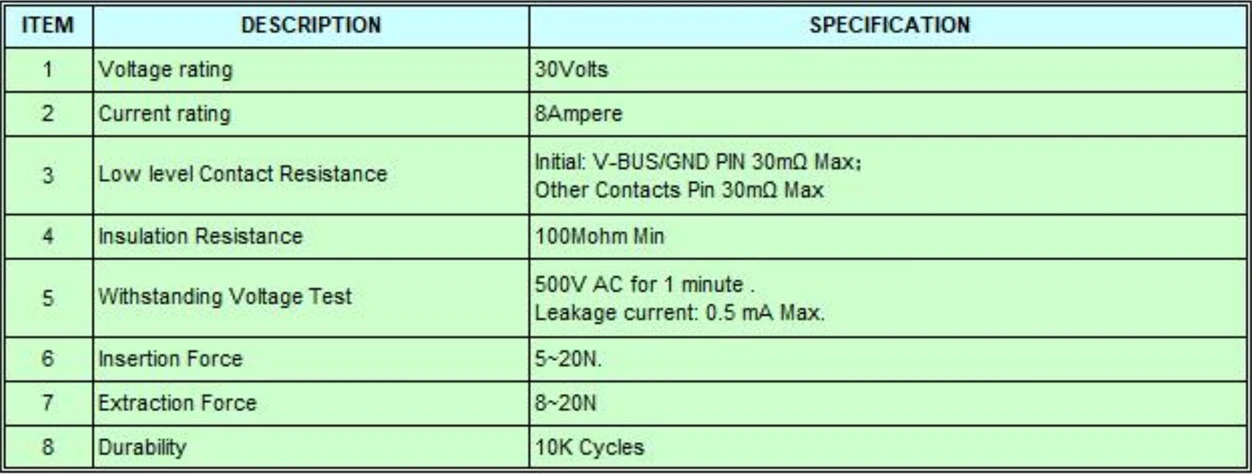
- 电气性能测试(Electrical Testing):
- 接触电阻(Contact Resistance): 测试每个端子的电阻值,必须足够低。
- 绝缘电阻(Insulation Resistance): 测试不同端子之间及端子与外壳之间的绝缘性。
- 耐电压(Withstanding Voltage): 测试高压击穿性能。
- 机械性能测试(Mechanical Testing):
- 插拔力(Insertion/Withdrawal Force): 测试插入和拔出的力度是否在标准范围内。
- 耐久性(Durability): 使用自动化机器模拟反复插拔,测试是否能达到承诺的插拔次数(如1万次)。
- 功能测试(Functional Test): 抽样将母座焊接在测试板上,连接测试设备和Type-C公头,测试数据传输(如USB 3.2 Gen 2速度)、电力传输(如PD快充协议)和视频传输(如Alt Mode)等功能是否正常。